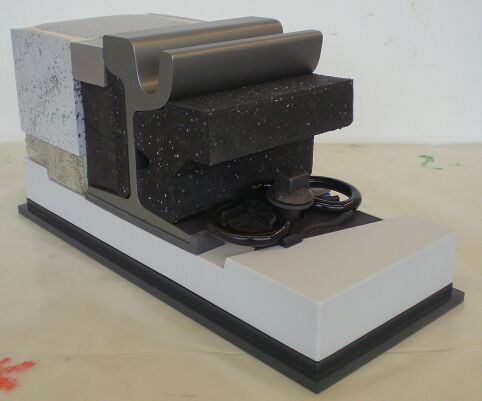
Schnittmodell
Schnitt durch ein Gleisbett, Anschauungsmodell für Messeauftritt der Großindustrie.
Schnitt durch ein Gleisbett, Anschauungsmodell für Messeauftritt der Großindustrie.
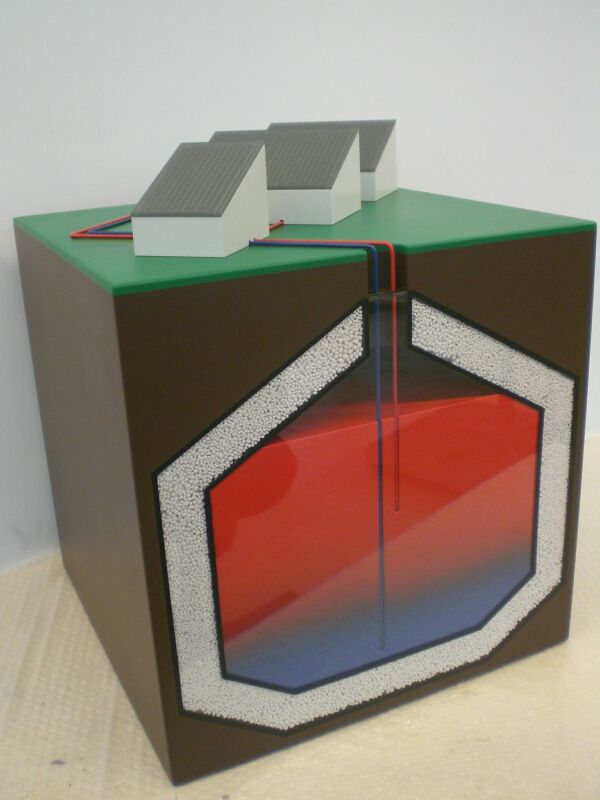
Erd- Wärme- Beckenspeicher-Anlage
Technologie erdvergrabener Langzeit-Wärmespeicher.
Solar unterstützte Nahwärme mit saisonaler Wärmespeicherung.
Saisonale Speicherung von Solarenergie oder von Abwärme von Kraft-Wärme-Kopplungsanlagen bietet großes Potential in zukünftigen Energiesystemen fossile Brennstoffe zu substituieren. Die spezifischen Kosten und auch die spezifischen Wärmeverluste von großen Langzeit-Wärmespeichern in solar unterstützten Nahwärmesystemen, wie im Bild beispielhaft dargestellt, sind niedriger im Vergleich zu kleinen dezentralen Systemen.
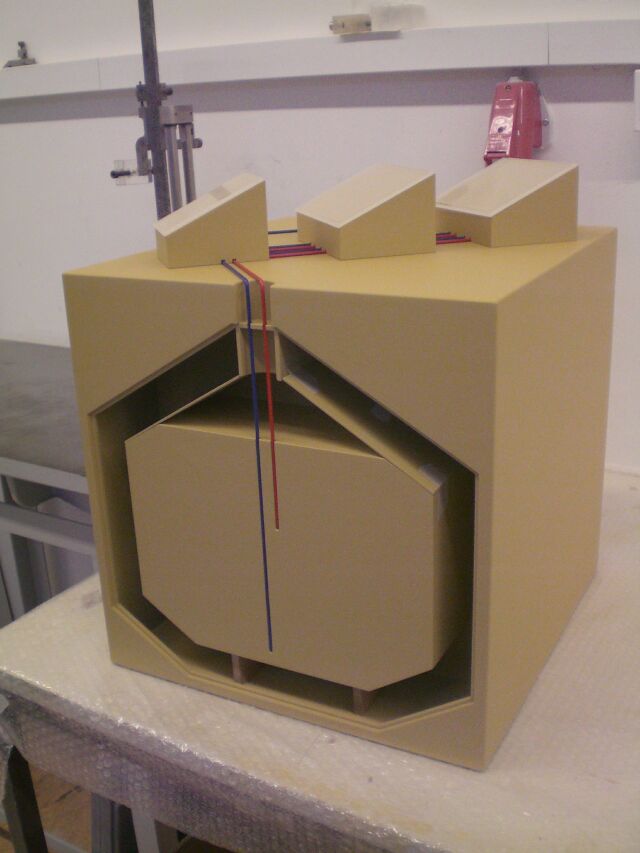
Für die saisonale Wärmespeicherung gibt es verschiedene Konzepte.
Die Entscheidung für einen bestimmten Speichertyp hängt im Wesentlichen von den geologischen und hydrogeologischen Verhältnissen im Untergrund des jeweiligen Standortes ab.
Nur Behälter- Wärmespeicher und der Erdbecken-Wärmespeicher können nahezu standortunabhängig gebaut werden. Die Dimensionen ausgeführter erdvergrabener
Behälter- und Erdbecken-Wärmespeicher variieren zwischen 100 m³ bis über 10 000 m³. Die größten ausgeführten Projekte sind der Heißwasser-Wärmespeicher in Friedrichshafen (D) mit 12 000 m³ und der Erdbecken-Wärmespeicher in Marstal (DK) mit 10 000 m³ (Benner et al., Bodmann et al. und Ochs et al.).
Herstellung eines ultraleichten Bauchladens für eine Künstler- Performance.
Laminat:
In der Regel wird ein Faserverbund-Bauteil aus einzelnen Gewebeschichten aufgebaut (laminiert).
Das so entstehende Laminat bestimmt die Bauteileigenschaften.
Das Grundelement von allen Faserverbund- Laminaten ist die UD(Unidirektional)-Schicht.
Sie ist dadurch gekennzeichnet, daß die von der Matrix umhüllten Fasern geradlinig und parallel zueinander angeordnet sind.
Die Eigenschaften des UD-Laminats werden durch die Kombination der eventuell richtungsabhängigen Eigenschaften der Fasern und der Matrix bestimmt. Steifigkeit, Querkontraktion und Wärmeausdehnung können mit einer einfachen Mischungsregel über den Volumenanteil bestimmt werden. Bei Festigkeit und
Dehnung spielen auch Effekte wie die Scherfestigkeit der Grenzfläche oder Spannungsüberhöhungen eine Rolle.
Je nach Art der verwendeten Fasern ist ein UD-Laminat in seinen Eigenschaften stark anisotrop (richtungsabhängig).
Eine annähernde Isotropie der Eigenschaften in der Ebene ist durch die Verwendung von Geweben oder
der Aufbau eines Laminats aus mehreren UD-Schichten unterschiedlicher Ausrichtung. Durch eine Variation
der Faserrichtungen können die Eigenschaften des Laminates den entsprechenden Anforderungen angepaßt werden.
Zur Herstellung von Bauteilen aus faserverstärkten Kunststoffen existieren eine Vielzahl von Verarbeitungsverfahren, (Vakuumsack-, Drucksack-, Autoklav-, Handlaminieren) von denen hier nur das Handlaminieren kurz erläutert werden soll.
Handlaminieren
Dies ist das einfachste Verfahren zur Herstellung von Faserverbundbauteilen. Es eignet sich für kleine Stückzahlen und Prototypen sowie zur Herstellung großdimensionaler Bauteile (z.B. Bootsrümpfe). Die Werkzeuge sind einfach und preiswert (in der Regel einteilige Formwerkzeuge),
das Verfahren ist jedoch sehr lohnintensiv.
Beim Handlaminieren werden die Verstärkungsschichten einzeln aufgebracht und mit Harz getränkt.





dies geschieht mittels grafischen Interprints
alle Farben, alle Formen, Logos, Firmenzeichen etc.
Zum Schutz der empfindlichen Interprints erhält das Modell noch eine Schicht Klarlack.


Anfertigung eines Anschauungsmodelles im Maßstab 1:10,
nach Design- Skizzen ohne weitere Datenvorgaben!





Umsetzung und mechanische Darstellung eines Vollhybrid- Antriebes
für DaimlerChrysler AG





Prototyp Key-Fish, stereolithographie- Modelle, Vakuumguss, Modelle zur Begutachtung und Serienfreigabe.



Modell eines Zahnrades, Vergrößerung, Messepräsentation, Eye- catcher


Das Vakuumgießen ist ein Urformverfahren zur Herstellung von Kunststoff-Formteilen mit komplexer Geometrie und serienähnlichen Eigenschaften.
Es eignet sich insbesondere als Folgeverfahren zur Vervielfältigung von Urmodellen, die z.B. mittels Stereolithographie erzeugt wurden.
Auf Grund der begrenzten Standmenge der Gießform ist das Vakuumgießen im Bereich von 5 bis 25 Stück besonders rentabel.
Der Einsatzbereich des Verfahrens liegt daher vorrangig im Bereich der Muster- und Vorserienfertigung. Bei Kleinserien, die auf Grund von geringen Jahresstückzahlen für das Spritzgießen nicht geeignet sind, empfiehlt sich das Vakuumgießen auch als Serienverfahren.
Ein wesentlicher Vorteil des Verfahrens liegt in den vergleichsweise geringen Formkosten und der schnellen Verfügbarkeit von Funktionsmustern mit unterschiedlichen Materialeigenschaften.
Verfahrensprinzip:
In einer Silikonkautschuk-Form werden 2-K-Vakuumgießharze, in der Regel nichtschaumfähige Polyurethane, unter Vakuum vergossen.
Das Vakuum ermöglicht lunkerfreie Abgüsse hoher Genauigkeit von komplexen Formteilen. Einfallstellen durch Masseanhäufungen treten nicht auf.
Mit ausgesuchten Gießharzen können z.B. transparente oder wärmeformbeständige Formteile gefertigt werden. Die Herstellung von Hinterschneidungen ist unproblematisch, ebenso können Gewindebuchsen oder andere Einlegeteile mit eingegossen werden.
Die minimale Wandstärke liegt in Abhängigkeit vom Fließweg bei 0,5 mm … 1,0 mm.
Die mechanische Nachbearbeitung mit den üblichen Verfahren ist möglich.
Kundenspezifische Anforderungen hinsichtlich des Oberflächenfinishs können u.a. durch Einfärben, Lackieren, Polieren oder Beschichten realisiert werden.
Silikonform mit Abgüssen
Zum Herstellen von Kleinserien mit serienähnlichen Materialeigenschaften steht die Vakuumgießtechnik zur Verfügung. Innerhalb von wenigen Arbeitstagen lassen sich ausgehend von einem Urmodell Silikonwerkzeuge aufbauen und erste Gießteile erstellen.
Die Vakuumgießtechnik basiert auf dem Vergießen von 2-Komponenten Polyurethan (PU) Harzen in ein Silikonwerkzeug unter Vakuum. Durch Vakuum wird die Formfüllung mit einer extrem guten Oberflächenabbildung erreicht, so dass die Oberflächengüte des Urmodells (Stereolithographie-, CNC gefrästes-, oder konventionell gebautes Teil) perfekt nachgebildet werden kann.
Durch die Gießwerkstoffe lassen sich diverse Materialeigenschaften über das Vakuumgießen , z.B. transparente Modelle, gummi-elastische Modelle, Polypropylen (PP) ähnliche Eigenschaften, etc. realisieren.

